

Rockwell, Brinell ve Vickers: Üç Ana Sertlik Test Yöntemini Anlamak
Sertlik testi, bir malzemenin belirli bir yük altında kalıcı deformasyona karşı direncini ölçer. Üç baskın yöntemin (Rockwell, Brinell ve Vickers) her biri farklı bir girinti geometrisi, yük aralığı ve ölçüm yaklaşımı kullanır ve bu da onları farklı malzeme ve uygulamalara uygun hale getirir.
Rockwell sertliği (HR) küçük bir ön yükleme ve ardından büyük bir yük uygular, ardından net girinti derinliğini ölçer. Sonuç, herhangi bir optik ölçüm olmaksızın doğrudan kadrandan veya dijital ekrandan okunur, bu da onu üretim alanı testi için en hızlı yöntem haline getirir. Her biri belirli bir girinti ve yük kombinasyonuyla tanımlanan birden fazla ölçek (sert çelikler için HRC, daha yumuşak metaller için HRB, karbürler için HRA) kullanır.
Brinell sertliği (HB veya HBW) sertleştirilmiş bir çelik veya tungsten karbür bilyeyi, çelik ve dökme demir için tipik olarak 3.000 kgf olan sabit bir yük altında yüzeye bastırır. Girinti çapı optik olarak ölçülür ve HB sayısı, uygulanan yükün girintinin kavisli yüzey alanına bölünmesiyle hesaplanır. Girinti nispeten büyük olduğu için Brinell ortalaması, yerel mikroyapısal değişikliklere karşı daha az hassastır, bu da onu döküm ve dövme gibi kaba taneli malzemeler için tercih edilir hale getirir.
Vickers sertliği (HV) 1 gf'den (mikro-Vickers) 120 kgf'ye (makro-Vickers) kadar değişen yüklerde 136° yüzey açısına sahip kare tabanlı elmas piramit girinti kullanır. Kare girintinin her iki köşegeni de ölçülür ve ortalaması alınır. HV numarası, yükün, izlenimin temas yüzey alanına bölünmesiyle hesaplanır. Vickers en çok yönlü yöntemdir: İnce kaplamalara, yüzey sertleştirilmiş katmanlara, kaynak ısısından etkilenen bölgelere ve dökme malzemelere tek bir sürekli ölçekte uygulanır.
| Yöntem | girintili | Ölçüm | En İyisi |
|---|---|---|---|
| Rockwell | Elmas koni veya çelik bilye | Girinti derinliği | Sertleştirilmiş çeliğin hızlı üretim testi |
| Brinell | Tungsten karbür bilye (ø1–10 mm) | Girinti çapı (optik) | Dökümler, dövmeler, iri taneli alaşımlar |
| Vickers | Elmas piramit (136°) | Çapraz uzunluk (optik) | İnce kaplamalar, kaynaklar, mikro sertlik |
Vickers'tan Rockwell'e Sertlik Dönüşümü: Nasıl Çalışır ve Nerede Yetersiz Kalır?
Vickers sertliğini Rockwell sertliğine (ve tersi) dönüştürmek, mühendislik çizimlerinde bir ölçek belirtildiğinde ancak mevcut test ekipmanının başka bir ölçek kullandığı durumlarda sıklıkla karşılaşılan bir gerekliliktir. En yaygın kabul gören referans ASTM E140 Çeşitli demir ve demir dışı malzemeler için standartlaştırılmış dönüşüm tabloları sağlayan.
Kalıplama ve yapısal uygulamalarda yaygın olarak kullanılan aralıktaki sertleştirilmiş çelik için yaklaşık ilişkiler şöyledir:
- HV 940 ≈ HRC 68 (Rockwell C ölçeğinin üst sınırına yakın)
- HV 800 ≈ HRC 65
- HV 600 ≈ HRC 57
- HV 400 ≈ HRC 41
- HV 200 ≈ HRB 93 (daha yumuşak malzemeler için B ölçeğine geçiş)
- YG 100 ≈ HRB 56
Bu dönüşümler önemli bir uyarı taşır: onlar malzemeye özgüdür . Elastik-plastik deformasyon oranı karbon çeliği, paslanmaz çelik, alüminyum alaşımları ve titanyum arasında farklılık gösterir. Karbon çeliği için geçerli bir Vickers-Rockwell dönüşümü, östenitik paslanmaz veya nikel süper alaşımına uygulandığında hata üretecektir. ASTM E140 tam da bu nedenle farklı malzeme aileleri için ayrı sütunlar sağlar.
Uç noktalarda ek bir sınırlama ortaya çıkar: Rockwell C ölçeği yalnızca HRC 20 ile HRC 70 arasında güvenilirdir. Bu aralığın dışındaki değerler daha uygun bir ölçekte ölçülmeli (HRC 70'in üzerindeki çok sert malzemeler için HRA, HRC 20'nin altındaki daha yumuşak malzemeler için HRB) veya dönüştürme olmadan doğrudan HV'de rapor edilmelidir.
Kaynak muayenesi ve kalite kontrollü ortamlar için dönüştürülen değerler her zaman tahmini olarak işaretlenmelidir. İstenilen ölçekte doğrudan ölçüm, izlenebilir, spesifikasyona uygun bir sonuç elde etmenin tek yoludur.
Metalurjik Numune Hazırlama: Güvenilir Sertlik Verilerinin Temeli
Bir sertlik testi yalnızca ölçtüğü yüzey kadar doğrudur. Kötü numune hazırlama, hiçbir cihaz kalibrasyonunun düzeltemeyeceği hatalara neden olur. Bu özellikle ölçümün optik olduğu ve yüzey yansımasının çapraz veya çap okuma doğruluğunu doğrudan etkilediği Vickers ve Brinell yöntemleri için geçerlidir.
Bölümleme
İlk adım düz, temsili bir kesit üretmektir. bir hassas kesici makine (aynı zamanda aşındırıcı veya elmas kesme testeresi olarak da adlandırılır), iş parçasını minimum ısı girişi ve mekanik deformasyonla kesmek için kullanılır. Kör bir bıçak, aşırı ilerleme hızı veya yetersiz soğutma sıvısı kullanarak kötü niyetli kesme, sertlik okumalarını yapay olarak yükselten veya azaltan, deforme olmuş veya ısıdan etkilenen yüzey katmanına neden olur. Metalurjik kalitede kesimler için, sert çelikler ve karbürler için sürekli su soğutmalı elmas levha bıçakları standarttır; reçine bağlı alüminyum oksit kesme taşları ise daha yumuşak yapısal metallere uygundur.
Montaj ve Taşlama
Kesitlere ayrıldıktan sonra numuneler, taşlama ve cilalama sırasında güvenli bir şekilde kullanılmasını sağlamak için genellikle ısıyla sertleşen veya soğukta sertleşen epoksi reçineye monte edilir. Kenar tutma montajları, kasa derinlikleri veya kaplama arayüzleri gibi yüzeye yakın sertlik değişimlerinin kenar yuvarlama olmadan ölçülmesi gerektiğinde belirtilir.
Öğütme, daha kabadan daha ince SiC aşındırıcı kağıtlara (tipik olarak 120 → 320 → 600 → 1200 grit) doğru bir sıra izler ve numune, önceki yönden gelen çizikleri gidermek için her adım arasında 90° döndürülür. Her aşama bir önceki aşamanın neden olduğu deformasyonu tamamen ortadan kaldırmalıdır.
Parlatma
Son cilalamada tüylü kumaşlar üzerinde 3 µm ve 1 µm elmas süspansiyonu kullanılarak çizilmez bir ayna kaplaması elde edilir. Vickers mikro sertliği için 0,25 µm koloidal silika kaplama Düşük yüklerde küçük girintileri ölçerken genellikle yüzey yansıtma hatalarını en aza indirecek şekilde belirtilir. Test başlamadan önce cilalı yüzeyde kabartma, leke ve çukurlaşma olmamalıdır.
Sertlik Test Araçları ve Seçim Kriterleri
Doğru sertlik test aracını seçmek, cihazın yük aralığını ve girinti tipini malzeme kalınlığına, beklenen sertlik aralığına ve gerekli uzaysal çözünürlüğe göre eşleştirmeyi içerir.
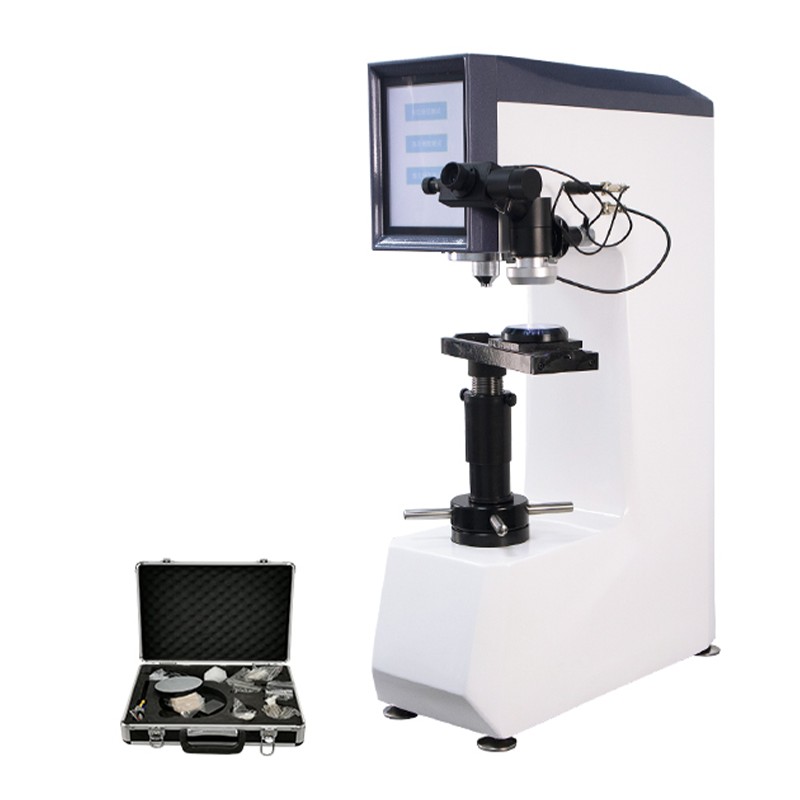
- Masaüstü Rockwell test cihazları — Dökme çelik bileşenlerin giriş muayenesi ve ısıl işlem doğrulaması için standart seçim. Yük uygulaması motorlu ve tutarlıdır ve modern dijital modeller, SPC entegrasyonu için test kayıtlarını saklar. Rockwell yöntemi ince stokta (genellikle HRC için 1 mm'nin altında) kullanılamaz çünkü girinti derinliği malzeme kalınlığına yaklaşarak minimum kalınlık kuralını ihlal eder.
- Vickers / Knoop mikro sertlik test cihazları — ince folyolar, elektrolizle kaplanmış kaplamalar, difüzyonla sertleştirilmiş yüzeyler ve mikro yapıdaki bireysel fazlar için kullanılır. Yük aralığı tipik olarak 1 gf ila 1 kgf arasındadır. Entegre bir optik mikroskop, operatör değişkenliğini azaltmak için genellikle otomatik görüntü analiziyle çapraz ölçüm için girintiyi görüntüler.
- Taşınabilir geri tepme (Leeb) sertlik test cihazları — laboratuvara getirilemeyen büyük, monte edilmiş bileşenler için uygundur. Yay tahrikli bir darbe gövdesi yüzeye çarpıyor; Geri tepmenin darbe hızına oranı Leeb değerini (HL) verir ve bu daha sonra HRC, HB veya HV'ye dönüştürülür. Doğruluk, iş parçasının yüzey kalitesine, kütlesine ve geometrisine bağlıdır.
- Ultrasonik temas empedansı (UCI) test cihazları — titreşimli bir çubuk üzerinde bir Vickers elması kullanın; Temas halindeki frekans değişimi sertlikle ilişkilidir. UCI cihazları, ince yüzeyli sertleştirilmiş katmanları ve kaplamaları, çıplak gözle görülebilecek yüzey hasarı olmadan yerinde ölçmek için özellikle kullanışlıdır.
Cihaz türünden bağımsız olarak, ölçüm güvenini korumak için sertifikalı referans bloklarına (NIST veya PTB gibi ulusal standartlara göre izlenebilir) göre düzenli kalibrasyon yapılması gerekir. Referans blokları, üretim parçalarının beklenen sertlik aralığını kapsamalıdır.
Karbon Çelik Kaynak Muayenesi: Isıdan Etkilenen Bölgede Sertlik Testi
Kaynaklar arasındaki sertlik geçişleri, yapısal imalatta Vickers testinin en kritik uygulamaları arasındadır. Karbon çeliği kaynaklandığında, ısıdan etkilenen bölge (HAZ) hızlı bir termal döngüye girer. Yeterli karbon eşdeğerine (CE) sahip çeliklerde bu, HAZ sertliğini ana metalin önemli ölçüde üzerine çıkaran ve hidrojen kaynaklı çatlamaya (HIC) duyarlılığı artıran sert, kırılgan bir mikro yapı olan martensit üretebilir.
Endüstri kabul kriterleri genellikle HAZ sertliğini maksimum olarak sınırlar 350 HV10 genel yapısal çelik kaynaklar için (EN ISO 15614-1 ve AWS D1.1 kılavuzuna göre) ve 250–300 HV10 açık deniz, ekşi servis veya yüksek tokluk uygulamaları için. Bu eşiklerin aşılması, ön ısıtma, pasolar arası sıcaklık ve kaynak prosedürünün gözden geçirilmesini gerektiren diskalifiye edici bir durumdur.
Standart bir kaynak sertliği çaprazı, kaynak metalinden füzyon hattı boyunca, HAZ boyunca ve etkilenmeyen ana metale doğru uzanan, tanımlanmış aralıklarla (tipik olarak 0,5 mm veya 1 mm aralıklarla) bir dizi Vickers girintisi içerir. Travers, girinti yerleştirmeden önce füzyon sınırlarını ortaya çıkarmak için %2-5 Nital ile kazınmış, metalografik olarak hazırlanmış bir kesit üzerinde gerçekleştirilir. Önemli ölçüm yerleri, martensit oluşumunun en muhtemel olduğu füzyon hattının hemen yanındaki iri taneli HAZ'ı içerir.
Kök pasolar ve dar aralıklı kaynaklar için, bazı yüksek ısı girdili işlemlerde 0,2-0,5 mm kadar dar olabilen HAZ içerisinde yeterli uzaysal çözünürlüğü elde etmek için HV1 veya HV0,5'teki mikro Vickers gerekebilir. Test yükünün seçimi girinti boyutunu ve dolayısıyla minimum ölçülebilir bölge genişliğini doğrudan etkiler. HV10, 300 HV'de yaklaşık 0,3-0,4 mm'lik bir girinti oluşturur HV1 ise bunu kabaca 0,1 mm'ye düşürür.
Metalografik Numune Hazırlamada Hassas Kesici Makinalar
Hassas kesici makine her metalografik iş akışının giriş noktasıdır. Birincil işlevi, ister kaynak HAZ, ister yüzey sertleştirilmiş yüzey veya kaplama arayüzü olsun, ilgi alanını doğru bir şekilde temsil eden düz, hasarı en aza indirilmiş bir kesit üretmektir.
Laboratuvar kullanımında iki ana kategori mevcuttur:
- Aşındırıcı kesme testereleri — Sarf malzemesi reçine bağlı çarklar kullanın ve üretim hacmine uygundur. Taş seçimi (çelik ve dökme demir için alüminyum oksit, demir dışı için silisyum karbür, sertleştirilmiş takım çeliği için CBN) ve soğutma sıvısı akış hızı ana proses parametreleridir. Kesilen yüzeydeki yanık izleri veya mavileşme aşırı ısıyı gösterir ve daha yavaş besleme veya yeni tekerlek seçimi gerektirir.
- Elmas wafer testereler — yağ soğutma sıvısı ile düşük hızda metal veya reçine bağlı elmas bıçaklar kullanın. En düşük deformasyon katmanını (tipik olarak 5 µm'nin altında) üretirler ve kırılgan seramikler, elektronik bileşenler ve kesilmemiş yüzeyin mikronları içinde bozulmamış mikro yapının korunması gereken numuneler için gereklidirler.
Sertlik testi hazırlığı için hassas kesici seçerken temel özellikler şunları içerir: maksimum iş parçası çapı, ayna sıkma kuvveti, bıçak devri aralığı ve soğutma sıvısı dağıtım yöntemi . Testerenin sabit bir hız yerine sabit bir kuvvetle ilerlediği otomatik ilerleme kontrolü, operatörden operatöre değişkenliği önemli ölçüde azaltır ve bıçak ömrünü uzatır.
Özellikle kaynak muayene numuneleri için kesicinin stabil fikstürle düzensiz geometrilere (T bağlantıları, boru bölümleri, kaplama kaplaması) uyum sağlaması gerekir. Dengesiz sıkıştırma, numunenin derinliklerine yayılan titreşim kaynaklı çatırtı izlerine neden olur ve aşırı talaş kaldırma olmadan sonraki öğütme adımlarında tamamen kaldırılamayan deforme olmuş bir katman oluşturur.